


图表内容
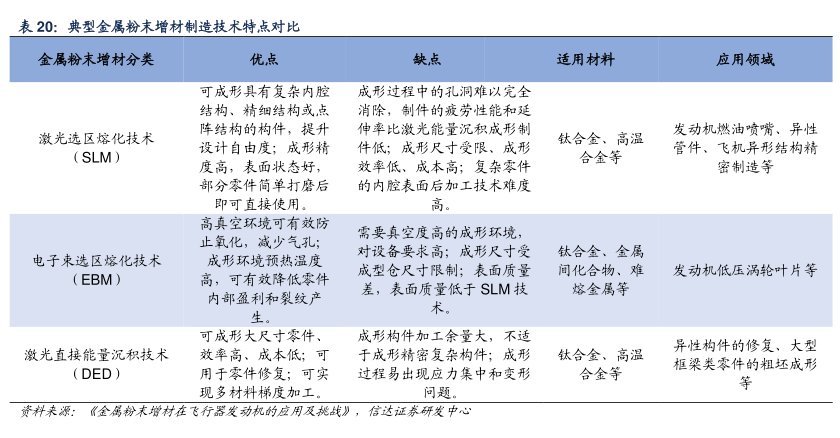
表20:典型金属粉末增材制造技术特点对比
金属粉末增材分类
优点
缺点
适用材料
应用领域
可成形具有复杂内腔
成形过程中的孔洞难以完全
结构、精细结构或,点
消除,制件的疲劳性能和延
激光选区熔化技术
阵结构的构件,提升
伸率比激光能量沉积成形制
发动机燃油喷嘴、异性
(SLM)
设计自由度;成形精
件低;成形尺寸受限、成形
钛合金、高温
合金等
管件、飞机异形结构精
度高,表面状态好,
效率低、成本高;复杂零件
密制造等
部分零件简单打磨后
的内腔表面后加工技术难度
即可直接使用。
高。
高真空环境可有效防
止氧化,减少气孔;
需要真空度高的成形环境,
电子束选区熔化技术
成形环境预热温度
对设备要求高;成形尺寸受
钛合金、金属
(EBM)
成型仓尺寸限制;表面质量
间化合物、难
发动机低压涡轮叶片等
高,可有效降低零件
差,表面质量低于SLM技
内部盈利和裂纹产
熔金属等
生。
术。
可成形大尺寸零件、
成形构件加工余量大,不适
激光直接能量沉积技术
效率高、成本低;可
于成形精密复杂构件;成形
钛合金、高温
异性构件的修复、大型
(DED)
用于零件修复;可实
过程易出现应力集中和变形
合金等
框梁类零件的粗坯成形
现多材料梯度加工。
《金属粉末增材在飞行器发动机的应用及桃战》,信达证茶研发中心

