
图表内容
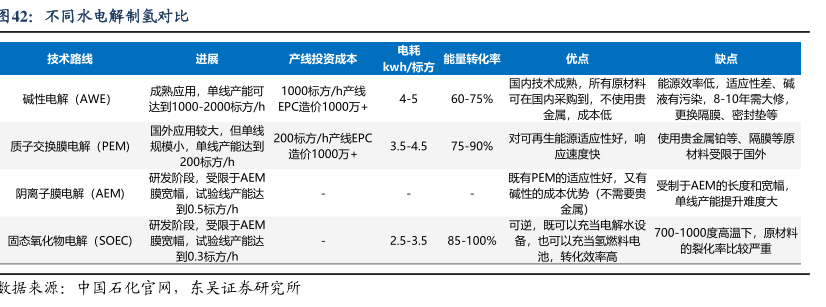
图42:不同水电解制氢对比
技术路线
进展
产线投资成本
电耗
kwh/标方
能量转化率
优点
缺点
成熟应用,单线产能可
1000标方h产线
国内技术成熟,所有原材料
能源效率低,适应性差、碱
碱性电解(AWE)
4-5
60-75%
达到1000-2000标方/h
EPC造价1000万+
可在国内采购到,不使用贵液有污染,8-10年需大修,
金属,成本低
更换隔膜、密封垫等
国外应用较大,但单线
200标方/h产线EPC
对可再生能源适应性好,响使用贵金属铂等、隔膜等原
质子交换膜电解(PEM)
规模小,单线产能达到
3.5-4.5
75-90%
200标方/h
造价1000万+
应速度快
材料受限于国外
研发阶段,受限于AEM
既有PEM的适应性好,又有
阴离子膜电解(AEM)
膜宽幅,试验线产能达
碱性的成本优势(不需要贵
受制于AEM的长度和宽幅,
到0.5标方h
单线产能提升难度大
金属)
研发阶段,受限于AEM
可逆,既可以充当电解水设
700-1000度高温下,原材料
固态氧化物电解(SOEC)
膜宽幅,试验线产能达
2.5-3.5
85-100%
备,也可以充当氢燃料电
到0.3标方h
池,转化效率高
的裂化率比较严重
女据来源:中国石化官网,东吴证券研究所

